






铸铁装配平台粘土砂湿砂造型工艺:多年的生产实践表明,具有成本低、污染小、效率高、质量好等优点的射压、气冲造型和静压造型化、自动化、高密度湿度造型工艺,将成为我国今后中、小型铸件生产的重要发展趋势。铸铁装配平台树脂砂造型造芯工艺:通过开发无或少污染的粘结济、催化剂,研究与之配套的环保处理设备,应用和发展树脂自硬砂硬工艺、温芯盒法及壳型(芯)法。
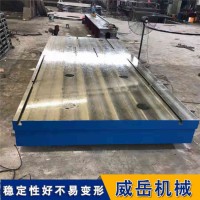
根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。应采用细颗料的灰口铸铁或合金铸铁制造。铸铁装配平台工作面的硬度应为HB170-220。工作面应采用刮削工艺,对于“3”级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏不大于5um。
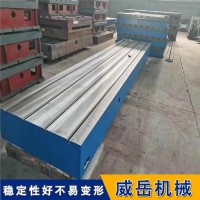
铸铁装配平台加工面涂防锈油,非加工面涂防锈漆,面漆。为提高检验平台的抗变形能力,按材料力学强度理论,采用箱型筋式结构,截面采用强度的半封闭式箱型截面,使面均呈“工”字梁结构。
铸铁装配平台精度符合7974-1999要求,按3级加工制作,铸铁装配平台侧面对工作面的垂直度公差和平板两相邻侧公差均符合GB/T1184,其工作面硬度应为170HB~220HB,硬度测试采用单铸试块测试,并试块须与铸造本体同时热处理。
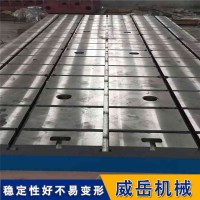
铸铁装配平台的研磨方法有两种:一、三板互研法,这种方法压砂的结果是,三块平台平面度都很好,三块铸铁装配平台的压砂效果基本一样,并且三块平台都可以经常压砂,但对修理技术要求较高。所谓三平台互研法是指三块平台相互之间依次互研,并且每块平台只能当下板两遍,实际遍。
芯骨保证砂芯有足强度、刚度的前提下本身应尽量简单、易于制造,小铸铁装配平台砂芯多用铁丝芯骨(事先退火弹性),中、大用铸铁芯骨。骨不应妨碍砂芯排气和阻碍铸件收缩,因此芯骨至砂芯表面须留有适当距离,吃砂量要够。清砂时,芯骨能完整取出,以便回用,降低成本。铸铁芯骨基础骨架的尺寸。有些芯骨须便于砂芯的吊运,并合及固定,因此应作出吊环等结构。
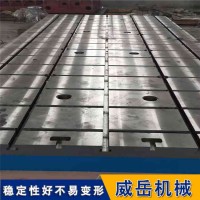
检铸铁装配平台采用灰铸铁或球墨铸铁进行铸造,要使用灰铸铁获得合格的铸造坯件,经过碾砂-造型-熔炼-浇注-清理-检查节,要保证铸铁装配平台的质量控制好铸造过程中的各个环节。铸铁装配平台铸造造型过程的控制,造型过程控制是生成量具铸件的关键过程,直接影响量具铸件的质量。铸铁装配平台硬度为HB170-240,材质ht200-300。
铸铁装配平台用于固定大型机床落地镗床加工,也用作测试地板,用于探测精度参考,工具制造,零部件的检查,检查其为众多类型,标示出操作和试验台用于安装发动机,大型机器,发送或其他工业设备怎样提高检验平台的质量与工艺。
威岳机械谢女士15350773479
原文链接:http://www.sksw.cc/chanpin/show-82560.html,转载和复制请保留此链接。
以上就是关于模具钳工装配平台、钳工技能培训台、钳工实训室设备生产厂家全部的内容,关注我们,带您了解更多相关内容。
以上就是关于模具钳工装配平台、钳工技能培训台、钳工实训室设备生产厂家全部的内容,关注我们,带您了解更多相关内容。