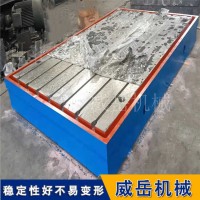
T型槽平台工作面的平面度是指包容平板实际工作面且距离为最小的两平行平面间的距离,其值可按对角线法,环线法的检定结果进行"基面变换”求得.平板工作面的平面度是衡量铸铁平台质量的主要精度指标.按T型槽平台工作面平面度的公差允许值确定出T型槽平台准确级别,因此必须重视平板工作面平面度的检定.T型槽平台平面度检定的准确度是T型槽平台使用质量的保证. 材料:由高强度铸铁HT200-HT300制造,工作面硬度:HB170-240.
如何铸铁平台的平面度呢?应该需要具备以下条件:
1、人工退火:需要在回火窑中以600-700度退火。
2、厚度要求:包括工作面厚度,侧面厚度和平台高度,以及底筋板的厚度,高度和密度。
3、沙眼和气孔:0级和1级平台不允许有气孔和沙眼,2级和3级平台可以填充由与铸铁平台相同材料制成的气孔和沙眼。
4、砂洗和喷漆:T型槽平台底面应用红色防锈漆清洁,一般涂漆后涂一层漆或涂上绿漆。
5、材质要求:一般选用度铸铁HT200,也用ht250.ht300但价格较高,工作表面硬度:ht170-240。
6、老化处理:传统上采用2-3年的自然老化,但由于时间过长,企业的资金周转时间不能等,所以现在大多数都采用振动老化,虽然这个过程的效果尚不清楚,但它已在世界范围内得到广泛应用。
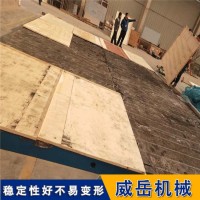
而我们的人工刮研,刮研平面用于未淬火的T型槽平台工件,它可使两个平面之间到达严密触摸,能取得较高的形状和方位精度,加工精度可达IT7级以上,外表粗糙度值Ra0.8~0.1μm。刮研后的铸铁平台平面能构成具有润滑油膜的滑动面,因此能削减相对运动外表间的磨损和增强零件接合面间的触摸刚度。刮研外表质量是用单位面积上触摸点的数目来鉴定的,粗刮为1~2点/cm2,半精刮为2~3点/cm2,精刮为3~4点/cm2。假如不采用刮铲技术的话,T型槽平台http://www.chinaweiyue.com/就没有精度这一说,虽然说刮研是比较老的传统工艺,但它也是生产工艺中必不可少的。而且人工刮的比较细致,所以费用会比较高,然而费用高会出好的产品,人工刮研的精度会达到1级,甚至会更高,这就是物有所值!
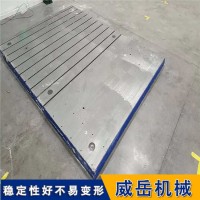
T型槽平台的好坏跟他是跟他的生产流程有着密不可分的关系,只有严格把控生产质量,确保每块T型槽平台送到客户手中时,都是块合格的T型槽平台。小编还要提醒大家在购买时要仔细看它的产品参数,通俗的理解为产品的材质和技术参数,它主要是由铸铁制造而成,好质量的T型槽平台都符合国家制定的先进标准。另外还要从外观上进行比较,看它的表面是否光滑平整,表面的涂漆层是否均匀牢固。特别是要看它的表面是否有砂眼,小孔以及细小的裂纹等等。
咨询服务电话400-7659868 0317-2081839 0317-2081836
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 王女士13231713280 竭诚为您服务!

以上就是关于加宽T型槽平台开槽铸铁装配平台HT250材质密度高全部的内容,关注我们,带您了解更多相关内容。